



اگر به یک وب سایت یا فروشگاه رایگان با فضای نامحدود و امکانات فراوان نیاز دارید بی درنگ دکمه زیر را کلیک نمایید.
ایجاد وب سایت یادسته بندی سایت
محبوب ترین ها
پرفروش ترین ها
پر فروش ترین های فورکیا
 فارسی ساز Dragons Dogma 2
فارسی ساز Dragons Dogma 2 فارسی ساز Bioshock Remastered 2
فارسی ساز Bioshock Remastered 2 دانلود فایل بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته چهارم ماه 1404
دانلود فایل بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته چهارم ماه 1404 دانلود فایل بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته سوم خرداد ماه 1404
دانلود فایل بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته سوم خرداد ماه 1404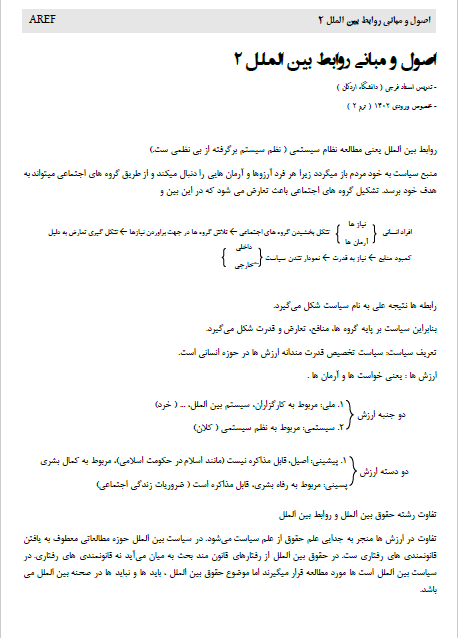 اصول و مبانی اصول روابط بین الملل 1
اصول و مبانی اصول روابط بین الملل 1 تحقیق کاربردی درباره نقش فضای مجازی در استحکام یا تضعیف روابط خانوادگی (20 صفحه ورد)
تحقیق کاربردی درباره نقش فضای مجازی در استحکام یا تضعیف روابط خانوادگی (20 صفحه ورد) دوره (آزمون) دستیاری پزشکی تخصصی 1404 با پاسخنامه (گروه A/گروه B/ گروه C و گروه D)
دوره (آزمون) دستیاری پزشکی تخصصی 1404 با پاسخنامه (گروه A/گروه B/ گروه C و گروه D) رمز گشایی ضمیر پنهان نوشته حمید تقدسی
رمز گشایی ضمیر پنهان نوشته حمید تقدسی کتاب ارزشمند رهنمای مصور و جامع سنگهای قیمتی
کتاب ارزشمند رهنمای مصور و جامع سنگهای قیمتی دانلود pdf جزوه و خلاصه کتاب حسابداری پیشرفته 2 از دکتر حسین کرباسی یزدی
دانلود pdf جزوه و خلاصه کتاب حسابداری پیشرفته 2 از دکتر حسین کرباسی یزدی کتاب ارزشمند چشم طلایی
کتاب ارزشمند چشم طلایی مجموعه طلایی آزمون طبقه بندی شده بهداشت با پاسخ تشریحی,تست و نکات تکمیلی (ویژه استخدامی ها و پذیرش ارشد رشته های اپیدمیولوژی، آموزش بهداشت، مدیریت خدم
مجموعه طلایی آزمون طبقه بندی شده بهداشت با پاسخ تشریحی,تست و نکات تکمیلی (ویژه استخدامی ها و پذیرش ارشد رشته های اپیدمیولوژی، آموزش بهداشت، مدیریت خدم پاورپوینت انواع ترازو
پاورپوینت انواع ترازو روح سالم-زیر نویس فارسی
روح سالم-زیر نویس فارسی کتاب کمیاب سنگ شناسی گوهرها
کتاب کمیاب سنگ شناسی گوهرهاپر بازدید ترین های فورکیا
 فروش فیلتر بورسی استریکلی فقط 75 هزار تومان
فروش فیلتر بورسی استریکلی فقط 75 هزار تومان کسب درآمد اینترنتی 300000 تومان در خانه در کمتر از 30 دقیقه
کسب درآمد اینترنتی 300000 تومان در خانه در کمتر از 30 دقیقه کسب و کار اینترنتی با درآمد میلیونی
کسب و کار اینترنتی با درآمد میلیونی كسب درآمد اينترنتي روزانه حداقل100هزار تومان تضميني
كسب درآمد اينترنتي روزانه حداقل100هزار تومان تضميني کسب درآمد روزانه حداقل یک میلیون تومان ! کاملا حلال و واقعـی !!
کسب درآمد روزانه حداقل یک میلیون تومان ! کاملا حلال و واقعـی !! کسب درآمد ابدی و بی نهایت 100% واقعی
کسب درآمد ابدی و بی نهایت 100% واقعی مجموعه ی آموزش تعمیر لامپ کم مصرف (از مبتدی تا پیشرفته)
مجموعه ی آموزش تعمیر لامپ کم مصرف (از مبتدی تا پیشرفته) دانلود مجموعه آموزشی پایپینگ ( Piping ) و نقشه خوانی + آموزش سه نرم افزار طراحی و تحلیل لوله کشی صنعتی
دانلود مجموعه آموزشی پایپینگ ( Piping ) و نقشه خوانی + آموزش سه نرم افزار طراحی و تحلیل لوله کشی صنعتی آموزش بازكردن انواع قفل ها بدون كليد(ويژه)
آموزش بازكردن انواع قفل ها بدون كليد(ويژه) آموزش برنامه نویسی آردوینو
آموزش برنامه نویسی آردوینو کسب و کار اینترنتی در منزل
کسب و کار اینترنتی در منزل بازگردانی پیامک های حذف شده- ریکاوری پیامک ۱۰۰٪ عملی
بازگردانی پیامک های حذف شده- ریکاوری پیامک ۱۰۰٪ عملی آموزش رایگان کسب درآمد از سایت الیمپ ترید ( olymp trade )
آموزش رایگان کسب درآمد از سایت الیمپ ترید ( olymp trade ) اموزش ویرایش امضا و پکیج برنامه اندروید و کسب درامد از مارکت های اندرویدی
اموزش ویرایش امضا و پکیج برنامه اندروید و کسب درامد از مارکت های اندرویدی دانلود نمونه فاکتور آماده با فرمت ورد - اکسل و عکس
دانلود نمونه فاکتور آماده با فرمت ورد - اکسل و عکس آموزش ساخت بازی بدون دانش برنامه نویسی و طراحی سه بعدی مبتدی تا پیشرفته با نرم افزار
آموزش ساخت بازی بدون دانش برنامه نویسی و طراحی سه بعدی مبتدی تا پیشرفته با نرم افزار آموزش كامل تعمير لامپ كم مصرف(اختصاصي)
آموزش كامل تعمير لامپ كم مصرف(اختصاصي) اموزش کسب درامد از اینترنت روزانه ۳میلیون تومان تضمینی و تست شده 1403
اموزش کسب درامد از اینترنت روزانه ۳میلیون تومان تضمینی و تست شده 1403 نسخه خطی اشعار و پیشگویی های شاه نعمت الله ولی
نسخه خطی اشعار و پیشگویی های شاه نعمت الله ولی درامدزایی در خواب! (تعجب نکنید! بخوانید)
درامدزایی در خواب! (تعجب نکنید! بخوانید) مدار داخلی واکی تاکی(اموزش ساخت)
مدار داخلی واکی تاکی(اموزش ساخت) کتاب افزایش ممبر کانال تلگرام
کتاب افزایش ممبر کانال تلگرام اندیکاتور ای کیو آپشن
اندیکاتور ای کیو آپشن دانلود100% رایگان نرم افزار تبلیغات در تلگرام + آموزش کامل و فیلم آموزشی
دانلود100% رایگان نرم افزار تبلیغات در تلگرام + آموزش کامل و فیلم آموزشی روش اصلی موفقیت در کنکور و آزمون ها(پزشکی، حقوق، مهندسی، نمونه و تیزهوشان) با پکیج کنکورپلاس
روش اصلی موفقیت در کنکور و آزمون ها(پزشکی، حقوق، مهندسی، نمونه و تیزهوشان) با پکیج کنکورپلاس مجموعه آزمایشات و گزارشات روانشناسی تجربی (شامل شرح 36 آزمایش) کاملترین مجموعه در اینترنت
مجموعه آزمایشات و گزارشات روانشناسی تجربی (شامل شرح 36 آزمایش) کاملترین مجموعه در اینترنت چگونه هر شخصی را عاشق خود کنیم ارزان
چگونه هر شخصی را عاشق خود کنیم ارزان کسب درآمد از اینترنت روزانه 100هزارتومان به بالا تضمینی و تست شده
کسب درآمد از اینترنت روزانه 100هزارتومان به بالا تضمینی و تست شدهبرچسب های مهم
پیوند ها
>p>فرمت فایل: ورد - Word ![]()
( -- قابل ویرایش )
تعداد صفحه : 8
لیزر و EDM بزرگترین حسن تمامی فرآیندهای EDM این است که یک فرآیند ساختی غیر تماسی است. با این روش هیچ یک از تنشهای روشهای سنتی ایجاد نمی گردد و شما می توانید کارهایی را انجام دهید که با ابزارهای رایج امکان آن وجود ندارد. John shanahan ، مدیر تولید شرکت makino در ضمن توضیح ماشینهای wireEDM افقی، به برخی از پیشرفتهای زیر اشاره می کند: - قطرهای سیم ها به کوچکی" 00078/ 0(mm 2 % ) - تعویض قطعه کار مجتمع (integrated work changers) - سوراخ کاری EDM سوراخ های بسیار دقیق با نسبت ارتفاع به قطر 1: 100 (برای این کار RAM EDM مورد نیاز است) - اسپیندلهای تعویض ابزار مستقیم با ارتعاش کم که تغییرات ابزارگیر و سرعت های اسپیندل را تا rpm 170000 محدود می کند. - سیستم های فیدبک مداربسته تا nm 2 . (شکل 1) او توضیح میدهد که: در آینده ما به شرایط محیطی توجه بیشتری خواهیم کرد چرا که درگیری با اندازه های کوچک بیشتر خواهد شد. جبران الکترونیکی کافی نخواهد بود، علاوه بر ساختار مکانیکی صوتی، در نظر گرفتن کنترل حرارتی نیز باید در طراحی ها بطور ذاتی و اساسی صورت پذیرد. ? برای ماشینکاری سوراخ های کوچک با EDM ، شرکت Makino محصول Edge 2 خود را ارائه می کند. John Bradford متخصص فنی توضیح می دهد که: این ماشین همانند ماشینCNC EDM sinker طراحی شده است اما با گزینه هایی برای کاربردهای سوراخکاری سوراخهای کوچک که می توانند سوراخهای 20μm را ماشین کاری نمایند. تا به حال این ماشین برای بستهای نوری ( Optical Connectors) و دیگر قطعات الکترونیک به کار رفته است. و اغلب wire EDM برای ساختن فیچرهای خاص در سوراخهای اصلی استفاده شده است. موقعیت دهی و تکرار پذیری تا1 +,1- تضمین شده است. هنگام تصمیم گیری
قسمتی از محتوی متن پروژه میباشد که به صورت نمونه ، بعد از پرداخت آنلاین در فروشگاه فایل آنی فایل را دانلود نمایید .

« پرداخت آنلاین و دانلود در قسمت پایین »
![]()
مبلغ قابل پرداخت 25,200 تومان
برچسب های مهم
مطالب تصادفی




